Making Dickson-style Tool holders
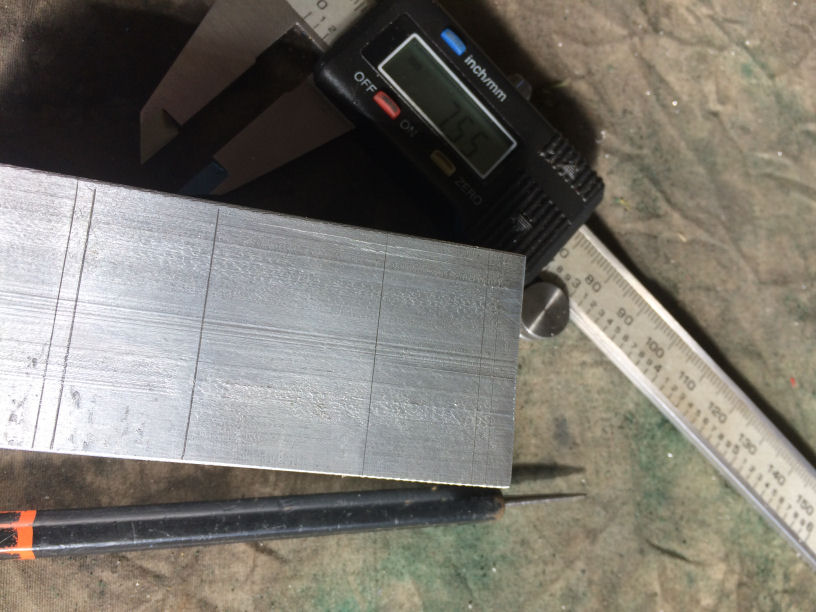
If you have a lathe that uses Dickson-style toolholders, such as were fitted to a lot of Boxfords, then unless you're lucky and the lathe came equipped with a shelf full of them, sooner or later you'll have to buy additional ones. Be sitting down when you ask the price, though! A couple of the hobbyist equipment suppliers in the UK (RDG and Chronos spring to mind) sell Chinese-made replica ones. It used to be that they weren't too expensive but they seem to have shot up in recent times. I think I paid £27 for one, which is a lot of money for a block of steel that's been tickled with a couple of milling cutters. A clever idea that helps with setting-up work on the lathe is to attach a DTI to the toolpost, and it occurred to me that as a DTI wouldn't endure the same forces as a cutting tool, a suitable toolholder could probably be made from aluminium. I measured a (genuine) Dickson holder, allowed a bit for experimenting and rummaged in my offcut bin for a suitable piece of metal...
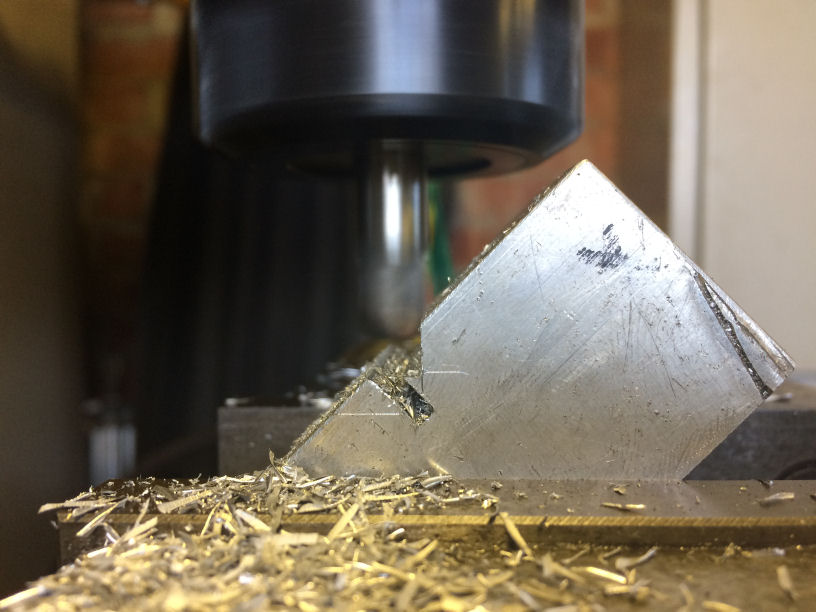
With a donor lump clamped in the Bridgeport 1ES I used a 5" diameter slitting saw to part-off a length (don't panic about damaging the table; the saw will break out into the T-slot below the part):
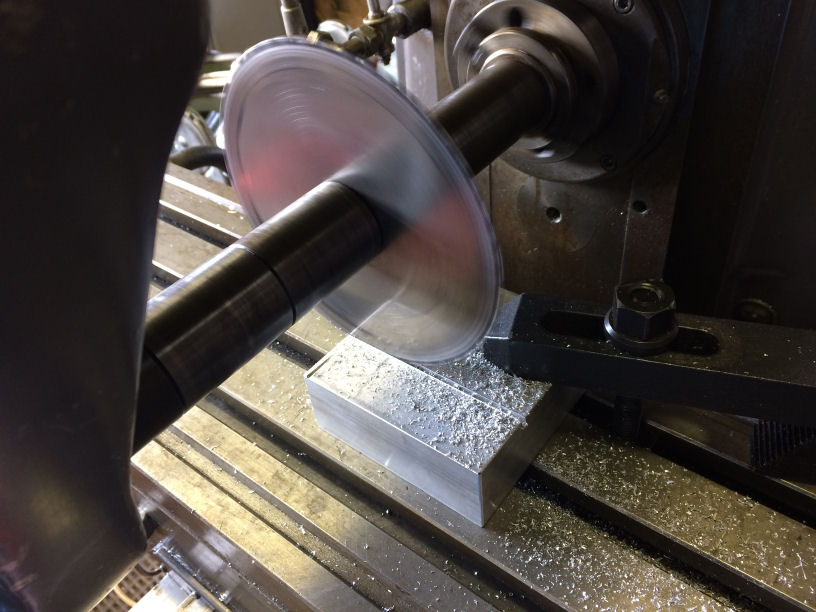
See, told you :P
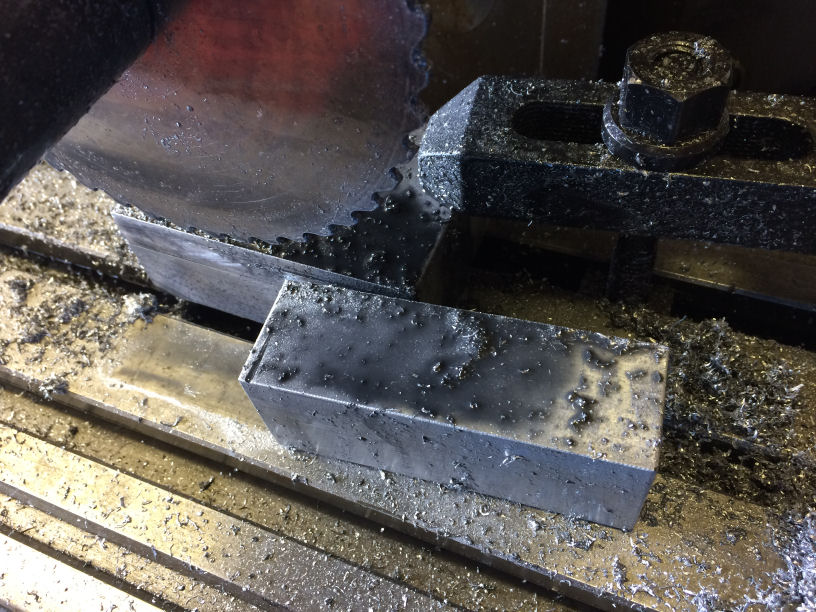
Once I'd put it back down and stopped screaming (it was hot...) I went for a coffee while it cooled. Then I clamped it in the machine vice and swapped the slitting saw for a 1" wide cutter that would quickly tidy up the faces...
It only needed a light cut so I did it without coolant, it's easier to sweep dry chips away than wet ones...

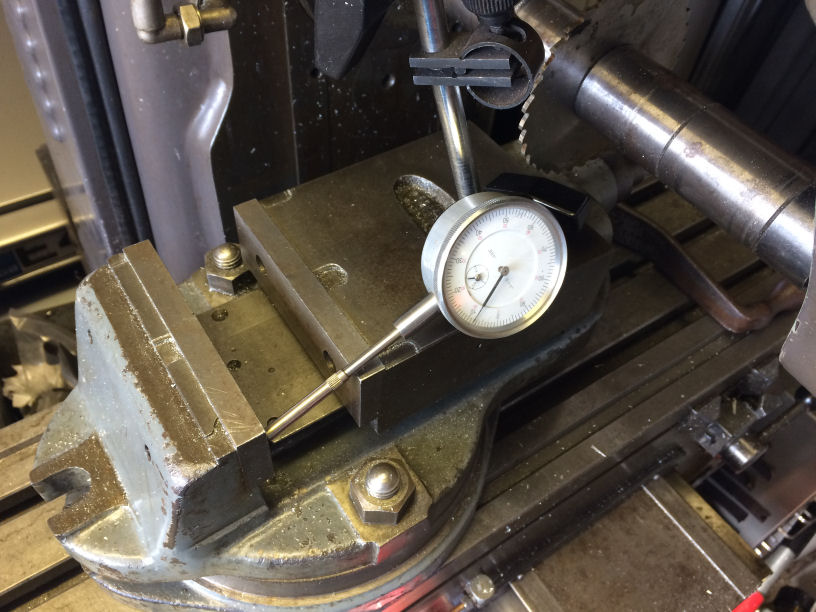
Now it was time to introduce a little precision so I started by clocking the vice's fixed jaw so it was parallel with the mill's spindle (DTI is running along the jaw face as the table is moved fore and aft):
The block was lightly scribed with marks to locate the edges of the cutouts:
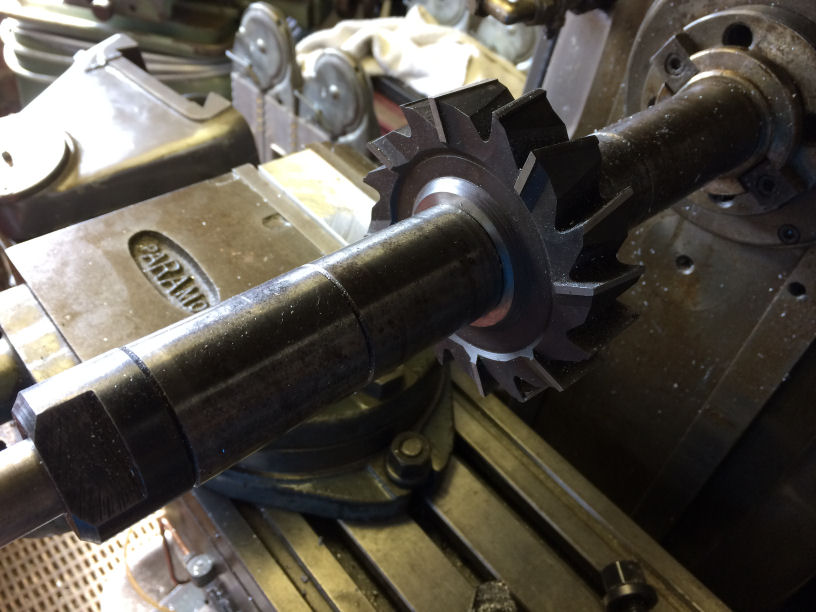
...and a slitting saw used to define the ends of the areas to be removed. The oddly-placed long drill bit is acting as a parallel to lift the part in the vice!

The idea of this was that I could quickly strip out the material between the slits with a wider cutter without having to be too precise near the ends of the cleared area...

By the next coffee break it looked like this:

Now it was time to switch to the Bridgeport's vertical head and this is where the limits of the small mill show up; with the table fully lowered I couldn't get the part under the ER40 collet chuck, and that was without a cutter fitted!

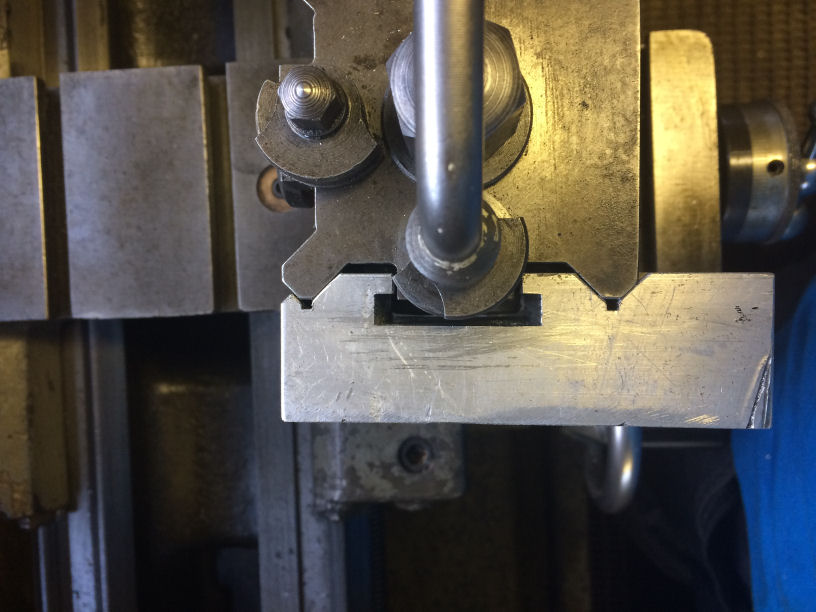
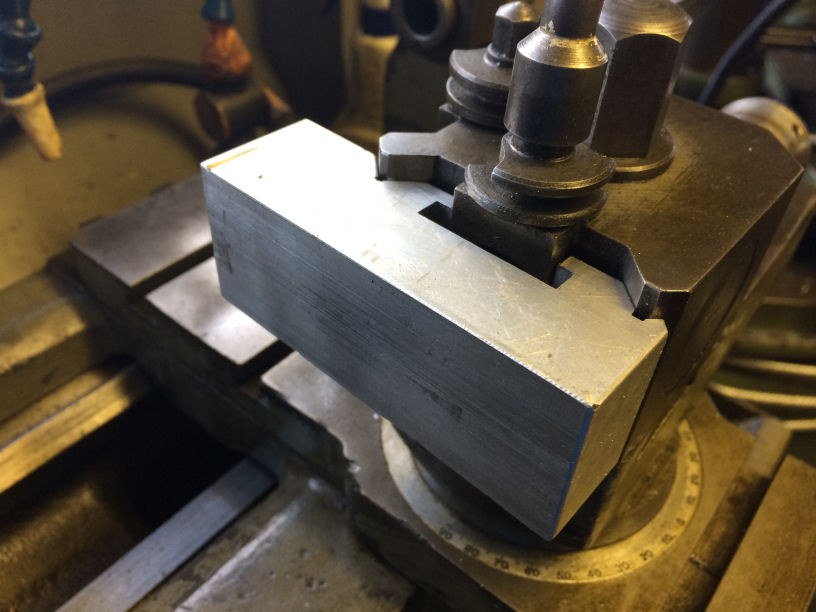
Luckily, the swivel vice unbolts from its base and has its own clamping lugs so after a bit of spannering, swearing and realigning, the part was in position and a small T-slot cutter- actually I think it's a Woodruff key seat cutter - (bought about ten years earlier on the off-chance I might need one someday!) fitted to the chuck:

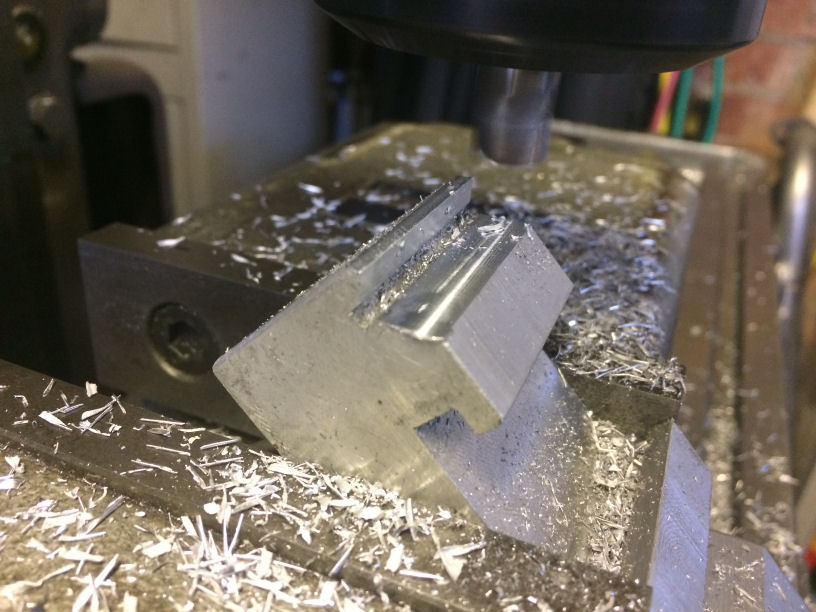
As you can see, there wasn't a lot of room. As the cutter was narrower than the required height of the slot I had to take a couple of passes (note difference between left and right sides of the T-slot):

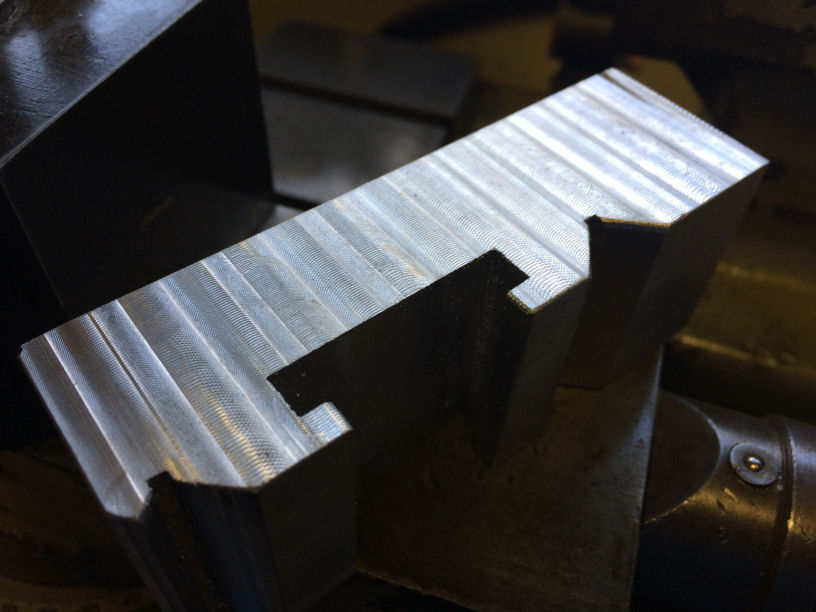
Once that was done I marked-up the two Vee guides. A 45 degree angle block was used to tilt the part in the vice which was firmly clamped and then it was just a matter of eyeballing an endmill to the scribed marks. I could have used the dials and done it properly but where's the sense in that...
Of course the proof of your uncle Robert's pudding is that a stitch in time gathers no moss, so once I was sure I couldn't make any more mistakes I whipped the part out of the mill and (with some trepidation) slipped it onto the Boxford's toolpost. It only bloody fits!
It even fits the other way around, too! :D
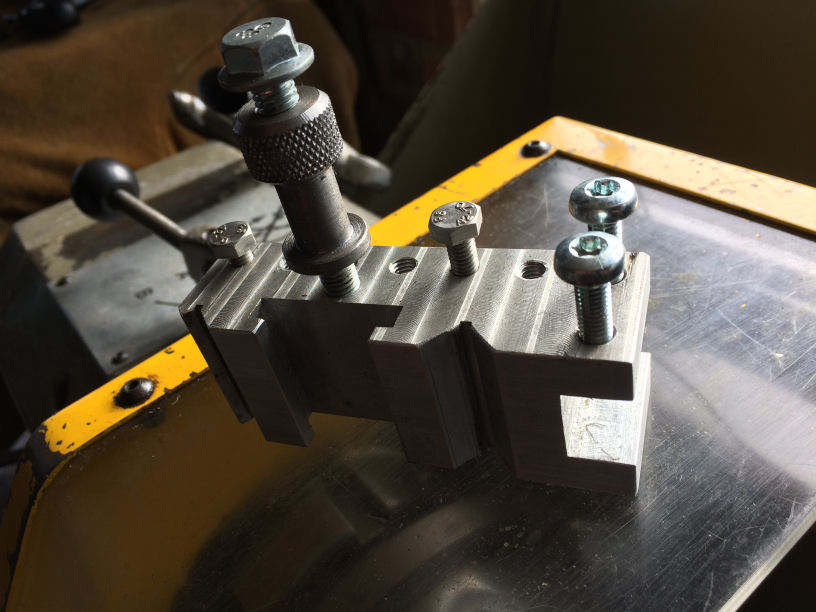
Spurred-on by this revelation I put the part back in the mill vice and tickled the visible faces with a small endmill, to create a pleasing pattern in that old-school way :D
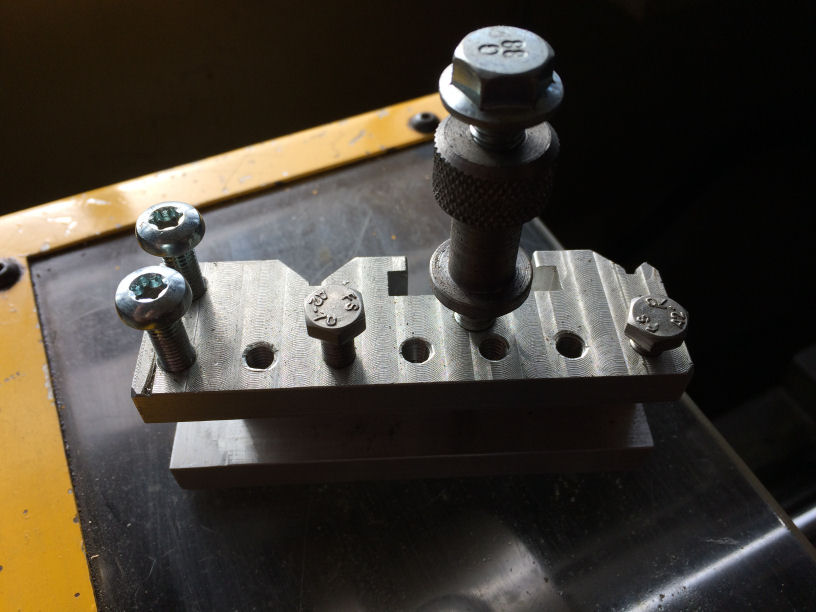
Then it was simply a matter of milling out a longitudinal slot and adding a few threaded holes to allow a multitude of options for attaching the DTI (or whatever else might suggest itself). I also had to turn up a height adjuster from an odd bit of steel:
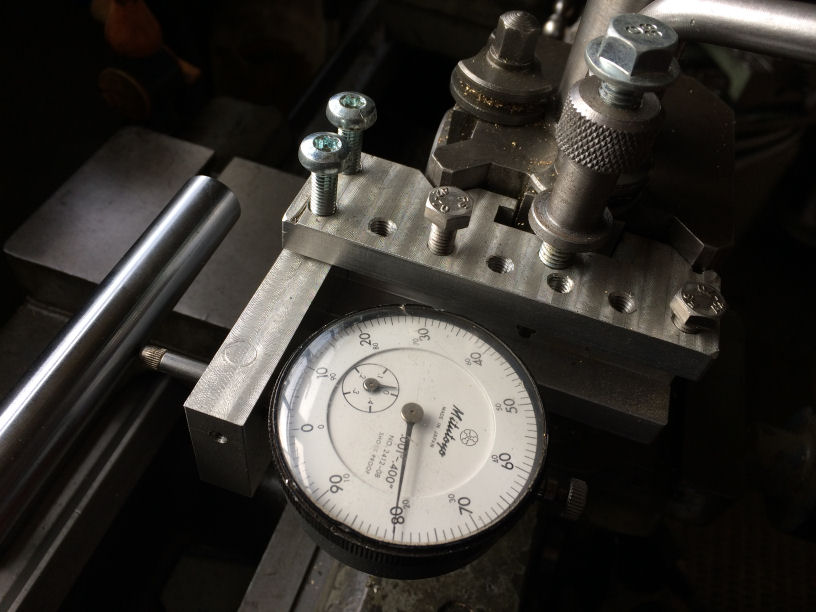
Adapter bracket fitted to an old DTI:

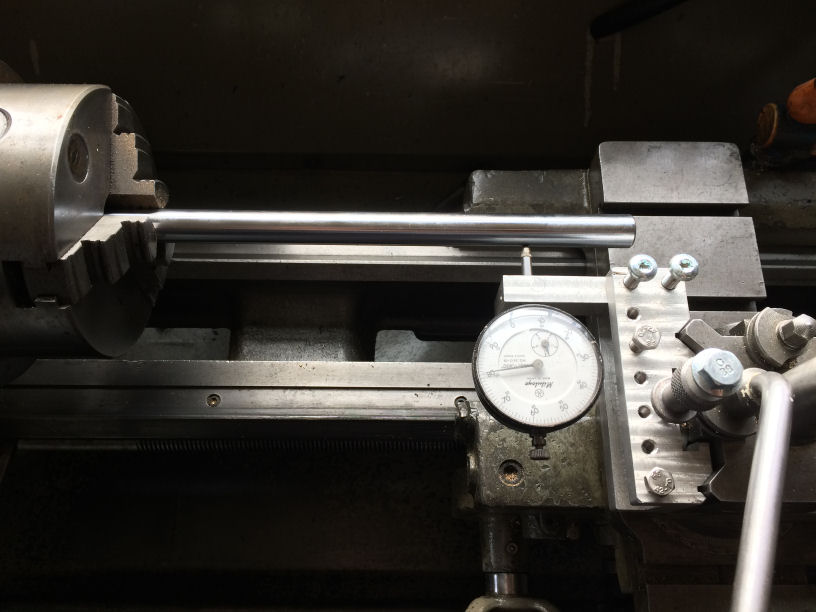
In use...
I love this engineering lark! :D
Some time later (Feb 2025!), I decided it was time to make some 'proper' toolholders, out of actual steel! You can see how I got on here...